
Ez a 3 pont a PPSU gyantával ellátott magas hőmérsékletű penészhez
Mik a PPSU anyag előnyei?
A PPSU műanyag rövid távú hőmérsékletállósága eléri a 220 fokot, a hosszú távú hőmérséklet pedig elérheti a 180 fokot, és ellenáll a 170-180 fokos olajhőmérsékletnek.A PPSU alkatrészek jó méretstabilitással rendelkeznek, és ellenállnak a forró víznek/hűtőközegnek/fűtőolajnak.Ezzel a kiváló tulajdonsággal a PPSU kiváló minőségű műszaki és nagy terhelésű termékek előállítására használható.Mostanra ez az első olyan anyag, amely felváltja a fémeket, kerámiákat és kemény polimereket.
A PPSU műanyagokat egyre gyakrabban használják meleg ételek elkészítésére és melegítésére, különösen a nagyfeszültségű alkatrészekhez, amelyeknek nagy méretstabilitással és jó mechanikai és jó elektromos szigetelési tulajdonságokkal, valamint nagy hőöregedésállósággal, kiváló tűzállósággal és kémiai korrózióállósággal kell rendelkezniük. és hidrolízis.
Ezzel fontos anyaggá válik az olyan iparágakban, mint a repülés, az elektromos és elektronikai alkatrészek, az autóipar és a közlekedés.
Hogyan kell szabályozni a hőmérsékletet a PPSU fröccsöntéshez?
Más műszaki hőre lágyuló műanyagokhoz hasonlóan a kiváló minőségű fröccsöntött alkatrészek stabil előállításához a magas hőmérsékletű fröccsöntő szerszám hőmérsékletének pontos szabályozása szükséges.A víz és az olaj egyaránt stabilan szabályozhatja a forma hőmérsékletét 140 és 190 fok között.Ha a hőmérséklet-szabályozó berendezés jól megtervezett, körülbelül 200 fokos víz használható hőmérsékletszabályozó közegként.Bizonyos esetekben elektronikus hőmérsékletszabályozás is használható.Fröccsöntés előtt a PPSU anyagot meg kell szárítani, javasoljuk, hogy az anyagot 150-160 fokos hőmérsékleten 3-6 órán keresztül szárítsa.A fröccsöntő gép hengerét kellőképpen meg kell tisztítani.A befecskendezési hőmérsékletet pedig 360-390 fok körül javasolt szabályozni.
Hogyan készítsünk magas hőmérsékletű fröccsöntő formákat PPSU anyaghoz?
A PPSU anyag fröccsöntő szerszámának képesnek kell lennie viszonylag magas hőmérsékletnek ellenállni, mint magas hőmérsékletű fröccsöntő szerszámnak.Az ésszerű mechanikai tervezés és a megfelelő formaanyagok kiválasztása mellett hőálló és nyomásálló tömlőket is kell használni a hűtőcsatornák, tömítések és csatlakozók kialakításának optimalizálása érdekében.
Tervezési pontok:
1. Acél kiválasztása és kezelése: a).A formahőmérsékletnek 140-150 fokon kell alapulnia, és a tömeggyártásnál figyelembe kell venni a forma élettartamát.b).A forma hőkezelésének összességében HRC60-65-ösnek kell lennie.c).A galvanizálással végzett kezelés növelheti a fröccsöntési élettartamot.
2. Futó alakja: kerek vagy trapéz megfelelő.Szükség van egy hideg csigakútra is.
3. Kaputípusok: tűpontos kapu, füles kapu, lemezes kapu, küllős kapu, oldalkapu, közvetlen kapu és segédkapu.
4. Gázszellőztetés: A szellőzés nagyon fontos a PPSU anyagú penészeknél.A nem elegendő szellőztetés égést, színváltozást, érdes felületet és így tovább okozhat.A gáznyílás általában 0,015–0,2 mm magas és több mint 2 mm széles.
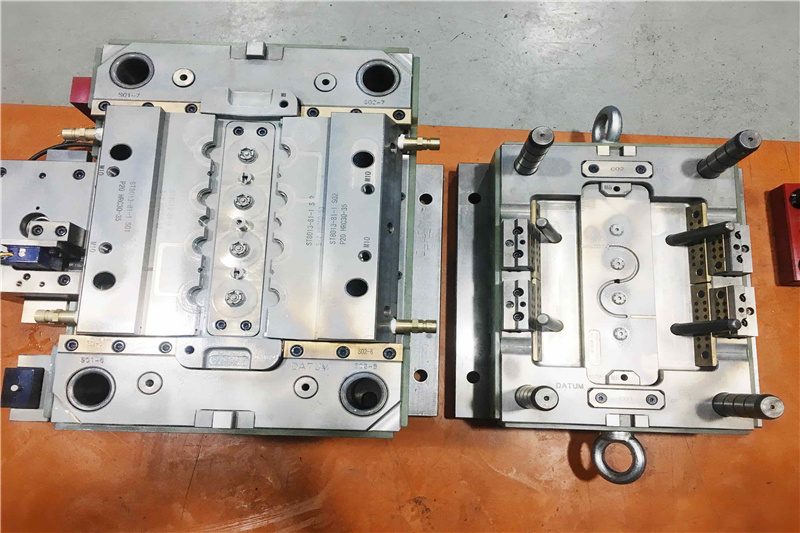
A Suntime Precision Mold gazdag tapasztalattal rendelkezik a műanyag fröccsöntő öntőformák gyártásában olyan anyagokhoz, mint a PPSU és a PEEK.Ügyfeleink nagyon elégedettek kiváló minőségünkkel és gyors átfutási időnkkel.Az alábbi képen látható az egyik magas hőmérsékletű öntőforma, amelyet az alkatrészek feltöltéséhez és felszereléséhez készítettünk.Ez egy 4 üreges, automatikusan lecsavarható forma.Az ilyen formákkal kapcsolatos további információkért kérjük, tekintse meg esettanulmányunkat a weboldalon:https://www.suntimemould.com/auto-unscrewing-plastic-injection-mould-with-ppsu-material-high-temperature-mold-product/
Feladás időpontja: 2021. december 18





